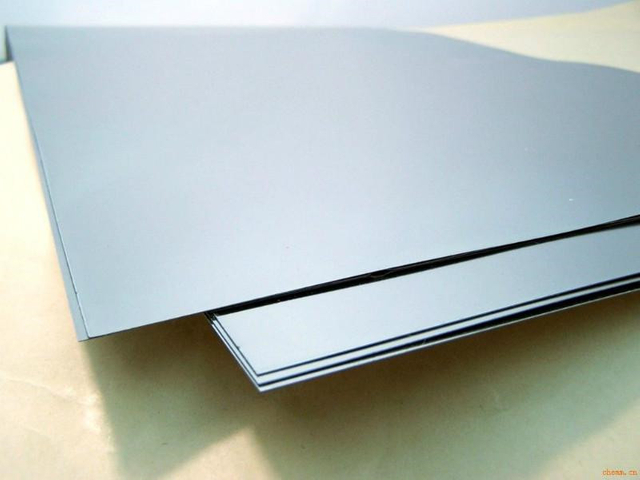
TZM Molybdenum is an alloy of 0.50% Titanium, 0.08% Zirconium and 0.02% Carbon with the balance Molybdenum. TZM alloy is manufactured by either P/M or Arc Cast technologies and is of great utility due to its high strength/high temperature applications, especially above 2000'F.
TZM
FOTMA
Material Grade:MoTiCr Alloy
Application:Heat resistance, electrical industry etc.
TZM Molybdenum is an alloy of 0.50% Titanium, 0.08% Zirconium and 0.02% Carbon with the balance Molybdenum. TZM alloy is manufactured by either P/M or Arc Cast technologies and is of great utility due to its high strength/high temperature applications, especially above 2000'F.
TZM Molybdenum has a higher recrystallization temperature, higher strength, hardness and good ductility at room and elevated temperatures than unalloyed Molybdenum. In addition, TZM exhibits good thermal conductivity, low vapor pressure, good corrosion resistance and is machinable. Molybdenum has several alloys. For the purpose of this brochure, only alloys that are predominantly molybdenum will be considered.
TZM (titanium, zirconium, molybdenum) Molybdenum's prime alloy is TZM. This alloy contains 99.2% min. to 99.5% max. of Mo, 0.50% Ti and 0.08% Zr with a trace of C for carbide formations. TZM offers twice the strength of pure moly at temperatures over 1300'C. The recrystallization temperature of TZM is approximately 250'C higher than moly and it offers better weldability. The finer grain structure of TZM and the formation of TiC and ZrC in the grain boundaries of the moly inhibit grain growth and the related failure of the base metal as a result of fractures along the grain boundaries. This also gives it better properties for welding. TZM costs approximately 25% more than pure molybdenum and costs only about 5-10% more to machine. For high strength applications such as rocket nozzles, furnace structural components, and forging dies, it can be well worth the cost differential.
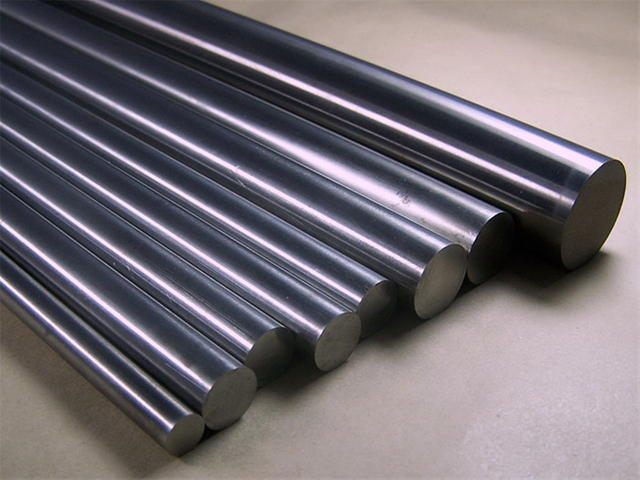
TZM is available in sheet and rod form in basically the same size range as moly with the exception of thin foil. Rembar is experienced in the fabrication of TZM. Refer to the separate TZM sheet. Moly/30% Tungsten This is another moly alloy that offers unique properties. It was developed for the zinc industry. This alloy resists the corrosive effects of molten zinc. Mo/30W has also proved effective in rocket nozzles and has the potential of offering enhanced performance in applications where any erosive effects are a factor. Moly/50% Rhenium This alloy offers the strength of moly with the ductility and weldability of rhenium. It is a costly alloy and it is only available in a very limited size range. It offers significant advantages in thin foil applications for high temperature delicate parts, especially those that must be welded. Note that, although this alloy is nominally 47% rhenium, it is customarily referred to 50/50 moly/rhenium. Other moly/rhenium alloys include moly/rhenium sheet with 47.5% and 41% rhenium. The moly/41%Re alloy does not develop sigma phase. This makes the material even more ductile after exposure to high temperatures.
Applications of Molybdenum There is an increasing demand from the electronics and aerospace industries for materials that maintain reliability under ever-increasing temperature conditions. Because its properties meet these requirements, molybdenum also is experiencing an increasing demand. Characteristics that support the demand for molybdenum in many electronics applications are its: exceptional strength and stiffness at high temperatures good thermal conductivity low thermal expansion low emissivity low vapor pressure electrical resistivity corrosion resistance purity ductility and fabricability machinability Some combination of these properties and characteristics predict increased usage of molybdenum in such applications as rocket nozzles, jet tabs, high temperature dies, electrodes, boring bars, tools, brazing fixtures, electrical contacts, boats, heat shields and many others as well as high vacuum applications. Molybdenum can be furnished in many mill forms such as wire, ribbon, foil, plate, sheet, rod, billet, slab, bar, extruded shapes, tubes, and powder.
Glass-to-Metal Seals Molybdenum has a straight-line expansion. The mean coefficient of expansion is 4.9 x 10-6 measured between 20'C and 500'C. Molybdenum is suitable for sealing to hard glass since it has approximately the same coefficient of expansion and a transition temperature below 700'C.
Sealing Molybdenum oxides dissolve readily in glass. The adhesion between glass and this metal is very satisfactory and gives an absolutely tight seal. It is essential for the surface of the metal to be correctly oxidized before it comes into contact with the glass. This is easily affected, provided that the surface is clean and free from grooves and cracks. The molybdenum supplied by Rembar is produced with extreme care to obtain a uniform oxide film. The best method of oxidizing the surface is to heat it for a short time in an air-gas or ozygen-gas flame. Excessive oxidation must be avoided since it results in incomplete absorption of the oxide in the glass. This can possibly render the seal to be porous. Molybdenum should be oxidized by rapid heating, maintained at high temperature for a short period. The gas flame itself is a guard against excessive oxidation. This is indicated by a slight emission of smoke. Conversely, the reducing part of the flame provides insufficient oxidation and, therefore, must be avoided. The most favorable sealing-in temperature depends upon the viscosity of the hard glass and lies between 1000'C and 1200'C. The pre-oxidized rod, after slight cooling, has a blue color, indicating a low oxide. Molybdenum used for sealing glass is principally used in the form of wire and rod from about .040 inches in diameter and larger. Seals made with molybdenum are perfectly free from bubbles provided that the glass used is clear and free from bubbles. This is of special importance for high-voltage tubes because bubbles in the glass will reduce the dielectric strength of the seal.
Corrosion Resistance Molybdenum provides corrosion resistance that is similar to tungsten. Molybdenum particularly resists non-oxidizing mineral acids. It is relatively inert to carbon dioxide, ammonia, and nitrogen to 1100'C and also in reducing atmospheres containing hydrogen sulfide. Molybdenum offers excellent resistance to corrosion by iodine vapor, bromine, and chlorine, up to clearly defined temperature limits. It also provides good resistance to several liquid metals including bismuth, lithium, potassium, and sodium.
Chemical Cleaning A cleaning process is designed to deal with one or more of the following: surface scale general contamination removal of a basis metal Of all the potential contaminants in wrought products, iron is of primary concern. Others, such as aluminum, carbon, calcium, copper, and nickel among others, may also be present as elements, but they are more frequently present in the form of oxides. Removal of a controlled amount of basis metal may be desired to insure complete removal of contaminants. There are three main methods for cleaning molybdenum. Immerse the material in a glass cleaning etch composed of: 95% H2SO4 4.5% HNO2 0.5% HF and Chromium Oxide (equivalent to 18.8gm/1) First, immerse in an alkaline bath composed of: 10% NaOH 5% KMnO4 85% H2O The temperature of the bath should be kept between 150 - 180'F (66 - 82'C) with a soak duration of 5 to 10 minutes. When immersion in the alkaline bath is complete, immersion in a second bath is required to remove smut that may be formed by the first treatment. The second bath consists of: 15% H2SO4 15% HCl 70% H2O 6 - 10 wt. % per unit volume of chromic acid
The second bath should also provide a soak duration of 5 - 10 minutes. The third method is generally applied to the molybdenum alloy TZM. The recommended procedure is: Degrease the material form 10 minutes in an appropriate solvent. Immerse in a commercial alkaline cleaner for 2-3 minutes. Rinse in cold water. Buff and vapor blast. Re-immerse in a commercial alkaline cleaner as above. Rinse in cold water. Electropolish in 80% H2SO4 at 120'F (54'C) with 8 -12 amps. Repeat the process beginning with step c., above.
TZM Molybdenum is an alloy of 0.50% Titanium, 0.08% Zirconium and 0.02% Carbon with the balance Molybdenum. TZM alloy is manufactured by either P/M or Arc Cast technologies and is of great utility due to its high strength/high temperature applications, especially above 2000'F.
TZM Molybdenum has a higher recrystallization temperature, higher strength, hardness and good ductility at room and elevated temperatures than unalloyed Molybdenum. In addition, TZM exhibits good thermal conductivity, low vapor pressure, good corrosion resistance and is machinable. Molybdenum has several alloys. For the purpose of this brochure, only alloys that are predominantly molybdenum will be considered.
TZM (titanium, zirconium, molybdenum) Molybdenum's prime alloy is TZM. This alloy contains 99.2% min. to 99.5% max. of Mo, 0.50% Ti and 0.08% Zr with a trace of C for carbide formations. TZM offers twice the strength of pure moly at temperatures over 1300'C. The recrystallization temperature of TZM is approximately 250'C higher than moly and it offers better weldability. The finer grain structure of TZM and the formation of TiC and ZrC in the grain boundaries of the moly inhibit grain growth and the related failure of the base metal as a result of fractures along the grain boundaries. This also gives it better properties for welding. TZM costs approximately 25% more than pure molybdenum and costs only about 5-10% more to machine. For high strength applications such as rocket nozzles, furnace structural components, and forging dies, it can be well worth the cost differential.
TZM is available in sheet and rod form in basically the same size range as moly with the exception of thin foil. Rembar is experienced in the fabrication of TZM. Refer to the separate TZM sheet. Moly/30% Tungsten This is another moly alloy that offers unique properties. It was developed for the zinc industry. This alloy resists the corrosive effects of molten zinc. Mo/30W has also proved effective in rocket nozzles and has the potential of offering enhanced performance in applications where any erosive effects are a factor. Moly/50% Rhenium This alloy offers the strength of moly with the ductility and weldability of rhenium. It is a costly alloy and it is only available in a very limited size range. It offers significant advantages in thin foil applications for high temperature delicate parts, especially those that must be welded. Note that, although this alloy is nominally 47% rhenium, it is customarily referred to 50/50 moly/rhenium. Other moly/rhenium alloys include moly/rhenium sheet with 47.5% and 41% rhenium. The moly/41%Re alloy does not develop sigma phase. This makes the material even more ductile after exposure to high temperatures.
Applications of Molybdenum There is an increasing demand from the electronics and aerospace industries for materials that maintain reliability under ever-increasing temperature conditions. Because its properties meet these requirements, molybdenum also is experiencing an increasing demand. Characteristics that support the demand for molybdenum in many electronics applications are its: exceptional strength and stiffness at high temperatures good thermal conductivity low thermal expansion low emissivity low vapor pressure electrical resistivity corrosion resistance purity ductility and fabricability machinability Some combination of these properties and characteristics predict increased usage of molybdenum in such applications as rocket nozzles, jet tabs, high temperature dies, electrodes, boring bars, tools, brazing fixtures, electrical contacts, boats, heat shields and many others as well as high vacuum applications. Molybdenum can be furnished in many mill forms such as wire, ribbon, foil, plate, sheet, rod, billet, slab, bar, extruded shapes, tubes, and powder.
Glass-to-Metal Seals Molybdenum has a straight-line expansion. The mean coefficient of expansion is 4.9 x 10-6 measured between 20'C and 500'C. Molybdenum is suitable for sealing to hard glass since it has approximately the same coefficient of expansion and a transition temperature below 700'C.
Sealing Molybdenum oxides dissolve readily in glass. The adhesion between glass and this metal is very satisfactory and gives an absolutely tight seal. It is essential for the surface of the metal to be correctly oxidized before it comes into contact with the glass. This is easily affected, provided that the surface is clean and free from grooves and cracks. The molybdenum supplied by Rembar is produced with extreme care to obtain a uniform oxide film. The best method of oxidizing the surface is to heat it for a short time in an air-gas or ozygen-gas flame. Excessive oxidation must be avoided since it results in incomplete absorption of the oxide in the glass. This can possibly render the seal to be porous. Molybdenum should be oxidized by rapid heating, maintained at high temperature for a short period. The gas flame itself is a guard against excessive oxidation. This is indicated by a slight emission of smoke. Conversely, the reducing part of the flame provides insufficient oxidation and, therefore, must be avoided. The most favorable sealing-in temperature depends upon the viscosity of the hard glass and lies between 1000'C and 1200'C. The pre-oxidized rod, after slight cooling, has a blue color, indicating a low oxide. Molybdenum used for sealing glass is principally used in the form of wire and rod from about .040 inches in diameter and larger. Seals made with molybdenum are perfectly free from bubbles provided that the glass used is clear and free from bubbles. This is of special importance for high-voltage tubes because bubbles in the glass will reduce the dielectric strength of the seal.
Corrosion Resistance Molybdenum provides corrosion resistance that is similar to tungsten. Molybdenum particularly resists non-oxidizing mineral acids. It is relatively inert to carbon dioxide, ammonia, and nitrogen to 1100'C and also in reducing atmospheres containing hydrogen sulfide. Molybdenum offers excellent resistance to corrosion by iodine vapor, bromine, and chlorine, up to clearly defined temperature limits. It also provides good resistance to several liquid metals including bismuth, lithium, potassium, and sodium.
Chemical Cleaning A cleaning process is designed to deal with one or more of the following: surface scale general contamination removal of a basis metal Of all the potential contaminants in wrought products, iron is of primary concern. Others, such as aluminum, carbon, calcium, copper, and nickel among others, may also be present as elements, but they are more frequently present in the form of oxides. Removal of a controlled amount of basis metal may be desired to insure complete removal of contaminants. There are three main methods for cleaning molybdenum. Immerse the material in a glass cleaning etch composed of: 95% H2SO4 4.5% HNO2 0.5% HF and Chromium Oxide (equivalent to 18.8gm/1) First, immerse in an alkaline bath composed of: 10% NaOH 5% KMnO4 85% H2O The temperature of the bath should be kept between 150 - 180'F (66 - 82'C) with a soak duration of 5 to 10 minutes. When immersion in the alkaline bath is complete, immersion in a second bath is required to remove smut that may be formed by the first treatment. The second bath consists of: 15% H2SO4 15% HCl 70% H2O 6 - 10 wt. % per unit volume of chromic acid
The second bath should also provide a soak duration of 5 - 10 minutes. The third method is generally applied to the molybdenum alloy TZM. The recommended procedure is: Degrease the material form 10 minutes in an appropriate solvent. Immerse in a commercial alkaline cleaner for 2-3 minutes. Rinse in cold water. Buff and vapor blast. Re-immerse in a commercial alkaline cleaner as above. Rinse in cold water. Electropolish in 80% H2SO4 at 120'F (54'C) with 8 -12 amps. Repeat the process beginning with step c., above.